
BIOMASSEPYROLYSE

Pyrolyseeinheit BIO-Carbon
Mehr lesen
- Pyrolyseanlagentyp: Schachtofen mit Wanderbett, indirekte Rohstoffbeheizung;
- Ausführung: stationär;
- Produkt: Biokohle/Holzkohle;
- Eigenschaften des Produkt: hoher Cfix-Wert (82–95 %), Fraktion 1–30 mm;
- Energieeffizienz: Der Prozess arbeitet ohne zusätzlichen Brennstoff;
- Automatisierung: Vollautomatisierter Zyklus + Kontrolle des Gehalts an nichtflüchtigem Kohlenstoff;
- Betriebsart: 24/7;
- Kapazität: 400–1600 t/Jahr;
- Umwelt: Neutralisierung von Pyrolysegasen (1300 °C), Heißzyklonfilter;
- Überschussenergie: Rohstofftrocknung/-erwärmung/andere Prozessschritte;
- Rohmaterialien: Schüttgut 3–40 mm;
- Zusätzliche Ausrüstung: Rohstoffaufbereitungsanlage für den Pyrolyseprozess; Wasserkühlung der Kohle für eine einfache Weiterverpackung. Hauptvorteil: Geeignet für Projekte, bei denen eine gleichbleibende Biokohlequalität und minimale Betriebskosten pro Tonne Produkt wichtig sind.

Pyrolyseanlage EKKO-2iq
Mehr lesen
- Pyrolyseanlagentyp: Kammeranlage mit festem Einsatzmaterialbett, indirekte Beheizung;
- Anzahl der Pyrolysekammern: 2
- Bauweise: modular, schnell montierbar;
- Produkt: Stückholzkohle;
- Funktion: Karbonisierung von Pini-Key-Brennstoffbriketts;
- Eigenschaften des Produkt: Cfix = 72–90 %, Korngröße 20–80 mm;
- Energieeffizienz: Der Prozess arbeitet ohne zusätzliche Brennstoffzufuhr;
- Automatisierung: Prozesssteuerung;
- Betriebsmodus: 12–16-Stunden-Zyklus in einer Kammer, Schnellstart/-stopp;
- Kapazität: 275–550 Tonnen/Jahr;
- Umwelt: Neutralisierung von Pyrolysegasen (1300 °C), Heißzyklonfilter;
- Überschussenergie: Vortrocknung des Einsatzmaterials;
- Rohmaterialien: maximaler Durchmesser 100–150 mm, maximale Länge 300–350 mm;
- Hauptvorteil: Herstellung von Stückholzkohle, Brennstoffbriketthersteller, kleine und mittlere rohstoffbasierte Betriebe, bei denen Investitionskosten, Mobilität und intuitive, einfache Bedienung wichtig sind.

Logistikelemente für EKKO-2iq-Pyrolyseanlagen
Mehr lesen
Die Logistikelemente für EKKO-2iq-Pyrolyseanlagen sind darauf ausgelegt, den Produktionsprozess zu optimieren und Kosten zu senken, indem sie eine Mechanisierung der Abläufe und eine erhöhte Sicherheit gewährleisten.
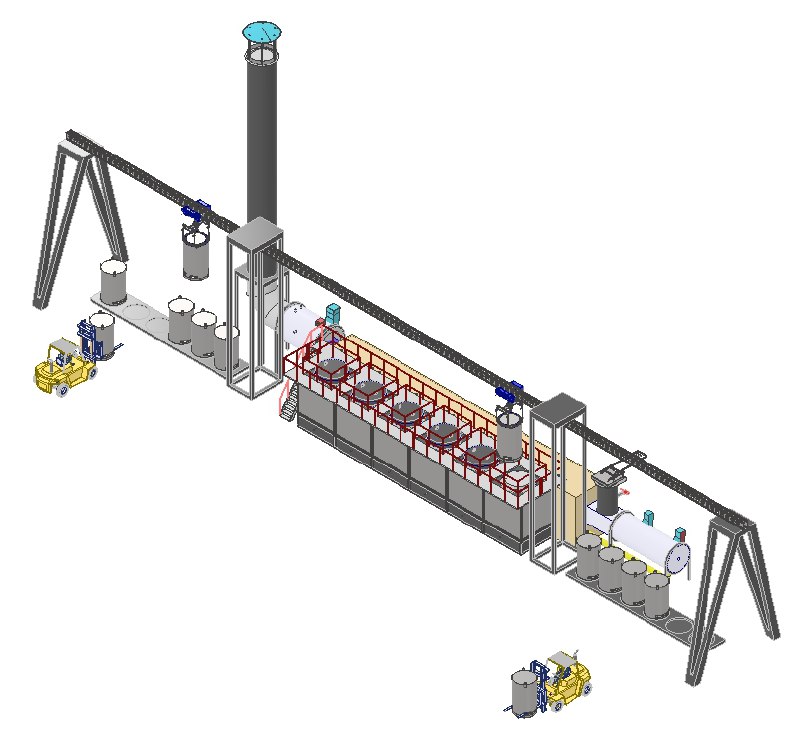
Großtechnische, halbkontinuierliche Karbonisierung: MULTI-ECO
Mehr lesen
- Pyrolyseanlagentyp: Kammerofen mit festem Einsatzmaterialbett, indirekte Beheizung;
- Anzahl der Pyrolysekammern: 6–12
- Ausführung: stationär, mit kundenspezifischen Anpassungsmöglichkeiten;
- Produkt: Stückholzkohle;
- Funktion: Verkohlung von Pini-Key-Brennstoffbriketts;
- Eigenschaften des Produkt: Cfix = 72–90 %, Korngröße 20–80 mm;
- Energieeffizienz: Der Prozess arbeitet ohne zusätzlichen Brennstoff;
- Automatisierung: Prozesssteuerung;
- Betriebsmodus: 12–16-Stunden-Zyklus in einer Kammer, Schnellstart/-stopp;
- Kapazität: 1.300–2.750 Tonnen/Jahr;
- Umwelt: Neutralisierung von Pyrolysegasen (1.300 °C), Heißzyklonfilter;
- Überschussenergie: Einsatzmaterialtrocknung;
- Rohmaterialien: maximaler Durchmesser 100–150 mm, maximale Länge 300–350 mm;
Hauptvorteil: Herstellung von Stückholzkohle, Brennstoffbriketthersteller, Großprojekte, bei denen Skalierbarkeit und Energieeffizienz wichtig sind.

Rotationspyrolyseanlage
Mehr lesen
- Pyrolyseanlagentyp: Drehtrommelofen, indirekte Rohstoffbeheizung;
- Ausführung: stationär;
- Produkt: Biokohle/Holzkohle;
- Eigenschaften des Produkt: hoher Cfix-Wert (72–85 %), Korngröße 1–30 mm;
- Energieeffizienz: Der Prozess arbeitet ohne zusätzlichen Brennstoff;
- Automatisierung: Rohstoffbeladung/Kohleentladung;
- Betriebsart: 24/7;
- Kapazität: 2750–6000 Tonnen/Jahr;
- Umwelt: Neutralisierung von Pyrolysegasen (1300 °C), Zyklonfilter;
- Energieüberschuss: Rohstofftrocknung/-erwärmung/andere Prozessschritte;
- Einsatzmaterial: Schüttgut (3–20 mm);
- Zusätzliche Ausrüstung: Rohstoffaufbereitungsanlage für den Pyrolyseprozess; Wasserkühlung der Kohle zur einfacheren Weiterverarbeitung;
- Hauptvorteil: Industrieprojekte für spezifische Biomasse, bei denen Kontinuität, Produktivität und kontrollierte Gasnutzung wichtig sind.

Laborpyrolyseanlage
Mehr lesen
- Temperaturbereich: 200–800 °C;
- Materialdurchsatz: ≥ 5 kg/h;
- Pyrolyseproduktanalyse: feste/flüssige/gasförmige Phasen;
- Zweck: Untersuchung der Eigenschaften von Rohstoffen und des Endprodukts;
- Optionales Zubehör: Online-Überwachung, Pyrolysegaszusammensetzung;
- Hauptvorteil: Geeignet für Labore und Bildungseinrichtungen.
