
FAQ
Die Auslegung der Trocknungsanlage wird durch die Wahl des zu trocknenden Rohmaterials bestimmt.
- Kammertrockner zum Trocknen von Holz (Brennholz) und Kohlebriketts.
- Trommeltrockner für feine Rohstoffe – Sägespäne, Hackschnitzel und so weiter.
- Die Schachttrocknung kann für Hackschnitzel und Holz verwendet werden.
Der Kammertrockner kann verwendet werden für:
- Vortrocknung von Holz für den Verkohlungsprozess in Holzkohleöfen des Typs EKKO. Die Vortrocknung des Holzes verkürzt die Dauer des Verkohlungsprozesses im Holzkohleofen erheblich und verbessert auch die Qualität der Holzkohle. Dies erhöht im Allgemeinen die Produktivität der Öfen. Die optimale Trocknungstemperatur liegt bei <200 °C. Die Dauer des Trocknungsprozesses entspricht der Dauer des Verkohlungsprozesses im Ofen.
- Holztrocknung, für Kamine. Verbessert die Verbrennung und Lagerung von Holz. Der Feuchtigkeitsgehalt wird in der Regel auf 15-20 % gebracht. Optimale Trocknungstemperatur <150 °C
- Trocknen von Holzkohlebriketts für BBQ oder Shisha. Inklusive Brikettieranlage. Optimale Trocknungstemperatur <100 °C
- Beheizung von Industrie- und Wohngebäuden. Es kann sowohl Heißwasser als auch Heißluft erzeugt werden.
Eine separate Verbrennungseinheit oder ein Gas- (Flüssigbrennstoff-) Brenner, z. B. bei Verwendung einer Brennholztrocknungsanlage
Die überschüssige Wärme der EKKO Karbonisieranlage, in diesem Fall mit Vortrocknungssystem, wird zur Erhöhung der Ofenkapazität genutzt, um das Holz vorzutrocknen.Überschusswärme aus der Verkohlung im BIO-Ofen mit Überschusswärme-Absaugung zum Trocknen von Holzkohlebriketts für BBQ oder Shisha. Es ist auch möglich, Industrie- und Wohngebäuden zu beheizen.
Trommeltrocknung. Die maximale Wirkung der Trocknungsanlage wird dadurch gewährleistet, dass auf jedes einzelne Stück des Rohmaterials die gleiche Menge an Wärmeenergie einwirkt. Dieser Prozess wird durch die Konstruktion des Trommeltrockners, in dem sich das Rohmaterial in einem pseudo-suspendierten Zustand befindet, maximiert. Die Trommeltrocknung ist jedoch bei Holz wegen der großen Stücke des Rohmaterials eigentlich nicht möglich.Trocknung in der Kammer. Bei Kammertrocknern wird dieser Effekt durch die effektive Durchmischung der Wärme in der Kammer sowie durch den Einsatz der Umluft – der mehrfachen Nutzung der Wärme für die Kammer – gewährleistet, d. h. die Wärme wird umgewälzt und die Feuchtigkeit wird periodisch aus der Kammer ausgestoßen.
Trocknungsanlagen werden verwendet für:
- Die Aufbereitung der Rohstoffe für den Verkohlungsprozess, wodurch die Produktionszyklen erheblich verkürzt und die Qualitätsmerkmale der Kohle verbessert werden.
- Herstellung von trockenem Brennholz zur Verwendung in Kaminen
- Aufbereitung von Rohstoffen für den Brikettierungsprozess
Die Wahl der Trocknungsanlage hängt von der Konstruktion des Kohleofens ab. Für einen EKKO-Ofen ist entweder die Kammertrocknung oder die direkte Trocknung in den EKKO-Transportwagen mit einem Vortrocknungssystem optimal. Für den BIO-Ofen kann fast jede Art der Trocknung verwendet werden, aber die beste Wahl wäre ein kontinuierliches Trocknungssystem: ein Schacht- oder Trommeltrockner.
Die Quelle der Wärmeenergie kann sein:
- ein Karbonisierungsofen, d.h. die thermische Energie wird durch die Verbrennung der Pyrolyseprodukte im Holz erzeugt, die Rest- oder Überschusswärme wird zur Trocknung des Rohmaterials genutzt.
- Ein Verbrennungsaggregat, das mit praktisch jedem Brennstoff für thermische Energie betrieben werden kann, in der Regel Holz
150-230 °C, da bei 250 °C eine exotherme Reaktion stattfindet und sich das Rohmaterial bei einer Erwärmung auf >250 °C selbst entzünden kann.
Das Wasser ist in den verschiedenen Teilen des Baumes sehr ungleichmäßig verteilt. Das Splintholz enthält mehr Wasser als der Kern; der Baumstumpf enthält mehr Feuchtigkeit als der obere Teil vom Stamm. Ein Baum, der auf sumpfigem Boden wächst, enthält mehr Feuchtigkeit als ein Baum, der auf trockenem Boden wächst. Im Winter ist der Feuchtigkeitsgehalt eines Baumes etwas höher als im Sommer.
| Bezeichnung | Absolute Feuchte in % | Entstehungsbedingungen |
| Nasses Holz | Über 100 % | längerer Aufenthalt im Wasser |
| Frisch geschnitten | 50-100 % | Abhängig vom Monat wann gefällt wurde |
| Luftgetrocknet | 15-20 % | Langzeitlagerung an der Luft |
| kammergetrocknet | 6-10 % |
Für die Trockendestillation (Pyrolyse) von Holz ist der Feuchtigkeitsgehalt von entscheidender Bedeutung, da die Ausbeute an wertvollen Verkohlungsprodukten umso geringer und der Wärmeverbrauch für den technologischen Prozess umso größer ist, je höher der Wassergehalt im zu verkohlten Holz ist.
Die absolute Holzfeuchte ist das Verhältnis des Gewichts der im Holz enthaltenen Feuchtigkeit zum Gewicht des absolut trockenen Holzes, ausgedrückt in Prozent. Beispiel: Wenn eine 300 g schwere Probe nach dem Trocknen 200 g wiegt, beträgt die absolute Feuchtigkeit (300-200)/200*100% = 50%) Die relative Feuchtigkeit von Holz ist das Verhältnis zwischen dem Gewicht des im Holz enthaltenen Wassers und dem Gewicht des trockenen Holzes und wird in Prozent ausgedrückt. Beispiel: Wenn eine 300 g schwere Probe nach dem Trocknen 200 g wiegt, beträgt ihre relative Luftfeuchtigkeit (300-200)/300*100% = 33%.
Bei der natürlichen Trocknung trocknet das Holz, wenn es mit bewegter Außenluft in Berührung kommt, deren relative Luftfeuchtigkeit weniger als 100 % beträgt. Je höher die Temperatur, je niedriger die relative Luftfeuchtigkeit und je schneller die Luftbewegung, desto schneller erfolgt die natürliche Trocknung. In einer Minute wird von 1 cm² unterschiedlicher Holzoberflächen eine ungleiche Menge Feuchtigkeit abgegeben: am meisten – aus einem Querschnitt des Holzes, weniger – aus einem Längsspalt und am wenigsten – aus einer mit Rinde bedeckten Oberfläche.
NEIN
Die äußeren Schichten des Holzes trocknen viel schneller als die inneren Schichten. Wenn dicke und feuchte Stämme schnell getrocknet werden, sind die äußeren Schichten trocken, während die inneren Stämme gerade erst anfangen, Feuchtigkeit zu verlieren.
Die überschüssige Wärme wird direkt nach dem Nachbrenner aus dem Schornstein entnommen, und je besser das Holz getrocknet wurde, desto mehr überschüssige Wärme wird für die Vortrocknung verwendet, was bedeutet, dass die Trocknung effizienter wird. Wir empfehlen, das Holz zunächst in der Vortrocknungskammer zu trocknen und es dann in die Karbonisierungskammer zu geben – wenn der Ofen gestartet wird. Es ist zu beachten, dass die Temperatur im Schornstein 200-1200 °C erreichen kann. Um die Temperatur zu senken, wird Umgebungsluft verwendet, d.h. die Wärme wird mit kalter Luft verdünnt, so dass die Temperatur der Trocknungsluft auf die gewünschte Temperatur gesenkt wird, dieser Prozess ist automatisch, der Bediener stellt nur die gewünschte Temperatur ein.
Die erzeugte Warmluft kann zur Kammertrocknung oder für die Direkttrocknung in EKKO-Transportwagen verwendet werden. Die Kammertrocknung erhöht die Trocknungseffizienz von Holz im Vergleich zu EKKO-Transportwagen erheblich.
Die überschüssige Wärme wird direkt aus dem Schornstein nach dem Nachbrenner entnommen, die Temperatur im Schornstein kann 800-1200 °C erreichen, zur Senkung der Temperatur wird Umgebungsluft verwendet, d.h. die Wärme wird mit kalter Luft verdünnt, so dass die Temperatur der Trocknungsluft auf die gewünschte Temperatur gesenkt wird, dieser Prozess ist automatisch, der Bediener stellt nur die gewünschte Temperatur ein. Das erzeugte Wärmeträgermedium kann zur Kammer-, Trommel- oder Schachttrocknung verwendet werden.
aufgrund des intensiven Feuchtigkeitsentzugs aus dem Holz. Um Rissbildung zu vermeiden, muss die Temperatur des Trocknungsmediums gesenkt und die Trocknungszeit verlängert werden.
Die äußeren Schichten des Holzes trocknen viel schneller als die inneren Schichten. Wenn dicke und feuchte Stämme schnell trocknen, sind die äußeren Schichten trocken, während die inneren gerade beginnen, Feuchtigkeit zu verlieren. Dieser Prozess hat zur Folge, dass das Schwinden nicht immer gleichmäßig verläuft, was zu Rissen im Holz führt, die von der Außenfläche ausgehend im Radius nach innen verlaufen. Holzrisse werden auch dadurch verursacht, dass der Kern schneller trocknet als das Splintholz.
entlang
- Forst- und Holzverarbeitungsunternehmen mit eigenen Rohstoffen oder Abfällen.
- Hersteller von Brennholz und Energiepflanzen, beispielsweise Eukalyptus, Bambus oder Energieweide.
- Landwirtschaftliche Betriebe, Obstbaubetriebe und Verarbeiter von Agrarbiomasse, sofern die Rohstoffvorbereitung und Eignung zur Kammerkarbonisierung gegeben sind.
- Unternehmen, bei denen pflanzliche Biomasse oder kohlenstoffhaltiger Rohstoff, einschließlich bestimmter stückiger Abfälle, anfällt.
- Investoren oder Betreiber von BIOCHAR-, Carbon-Removal-, Bodenverbesserungs- oder ESG-Projekten, die stabile Qualität und Prozessparameter-Rückverfolgbarkeit benötigen.
- BBQ-/HoReCa- und Einzelhandelsmarkt.
- Metallurgie und Siliziumherstellung.
- Aktivkohleproduktion.
- BIOCHAR als Bodenverbesserer oder umweltgerechter Dünger nach Anwendungsstandards.
- Weitere Branchen mit Bedarf an Kohlenstoffmaterial, beispielsweise Sorbentien oder Filtration, gemäß technischer Kundenspezifikation.
EKKO-2 ist eine halbkontinuierliche Kammerkarbonisierungsanlage (langsame Pyrolyse) mit zwei technologischen Kammern. Der Prozess basiert auf kontrollierter Wärmezufuhr und vollständiger Neutralisierung der Pyrolysegase. Die bei der Neutralisierung entstehende Wärmeenergie wird zur Rohstofftrocknung und Aufrechterhaltung der Pyrolyse genutzt, wodurch der Bedarf an zusätzlichem Brennstoff nach Erreichen des stabilen Betriebs sinkt.
Der Hauptzweck der EKKO-2-Festbett-Pyrolyseanlage ist die Herstellung von Stückholzkohle mit minimalem Feinanteil.
A. Außerhalb der Pyrolyseanlage:
- Zerkleinerung: Sägen und Spalten sowie gegebenenfalls Brechen und Hacken bis zu einer zulässigen Fraktion, um thermische Prozesse und die Beladung der Wagen zu erleichtern.
- Beladen der Wagen mit Rohstoff.
- Erzwungene Vortrocknung mit Überschusswärme aus dem EKKO-2-Prozess.
- Einfahren des Wagens in die Kammer und Entnehmen des Wagens mit heißer Kohle.
- Kühlen der Kohle in Wagen ohne Sauerstoffzugang.
- Entladen sowie bei Bedarf Stabilisieren und Verpacken der Kohle.
B. Innerhalb der Pyrolyseanlage:
- Endtrocknung und Anfangsphase der Pyrolyse (`100-250 °C`): Entfernung von Feuchtigkeit und primären Pyrolyseprodukten.
- Karbonisierung (`250-450 °C`).
- Kalzinierung bei etwa `450-550 °C`, wenn ein höherer fester Kohlenstoffgehalt verlangt wird (`Cfix > 83 %`).
*Übergänge zwischen Betriebsarten erfolgen nach den ACS-Algorithmen und/oder Entscheidung des Bedieners.*
Die Vortrocknungsart überwacht die maximal zulässige Trocknungstemperatur und verhindert den Beginn von Pyrolysereaktionen im Material.
Typische Kammermodi sind: `TROCKNUNG`, `PYROLYSE START`, `PYROLYSE ENDE`, `KOHLE BEREIT`, `NACHLADEN`.
Die Dauer hängt von Rohstoffparametern wie Feuchte, Dichte und Abmessungen, den Umweltbedingungen wie Jahreszeit, Temperatur und Luftfeuchte sowie der Betriebsdisziplin des Personals bei Wagenwechsel, Beladung, Entladung und Logistik ab.
| Prozess | Temperatur | Geschätzte Dauer |
| Trocknung und Anfangsphase der Pyrolyse | 100-250 °C | Ca. 6-9 h |
| Pyrolyse | 250-450 °C | Ca. 6-9 h |
| Kalzinierung, optional | 450-550 °C | Ca. 2 h |
| Gesamt | – | Ca. 12-20 h |
*Feuchte und Fraktionsgröße beeinflussen die Dauer wesentlich. Bei hoher Feuchte und großer Fraktion können sich Trocknung und Pyrolyse überschneiden, was die Kohleausbeute verringert.
| Absolute Feuchte | Geschätzte Trocknungszeit |
| 8-15 % | 2-6 h |
| 20-40 % | 6-10 h |
| 40-55 % | 10-12 h |
| 55-70 % | 12-16 h |
*Bei Nutzung einer Vortrocknung liegt die Feuchte des Rohstoffs für die Pyrolysekammer gewöhnlich bei `8-15 %`, abhängig von Fraktion und Ausgangsfeuchte.
Eine kleinere und gleichmäßigere Fraktion beschleunigt Erwärmung und Freisetzung von Feuchtigkeit und Gasen.
- Die Dichte beeinflusst die Kohleausbeute je Volumen und die Aufheizdynamik.
- Feuchte verlängert den Zyklus und kann wegen Kohlenstoff-Dampf-Reaktionen die Ausbeute senken, wenn die Vortrocknung unzureichend ist.
- Bei Temperaturen unter null wird ein Teil der Energie für Phasenübergänge (`Eis -> Wasser -> Dampf`) verbraucht, wodurch sich der Zyklus verlängert.
- Die Qualität der Wagenbeladung beeinflusst Wärmeträgerzirkulation und Prozessgleichmäßigkeit.
- Brenn- und Energieholz.
- Stückige Holzabfälle, beispielsweise Stämme, Klötze, Wurzeln und Äste.
- Abfälle aus Holzverarbeitung und Forstwirtschaft, beispielsweise Verschnitt, Ausschuss und Zweige.
- Brennstoffbriketts: Pini-Kay, RUF, Nestro, Nielsen und weitere.
- Weitere stückige Biomasseabfälle bei Einhaltung umweltbezogener und technologischer Anforderungen.
*Rohstoffe mit einer Fraktion über `40 mm` ermöglichen die Herstellung von Stückholzkohle.
Sie ist nicht zwingend, aber ein wesentliches Instrument zur Sicherstellung der Anlagenleistung und Kohlequalität. Empfohlen wird die Reduzierung der relativen Feuchte des Rohstoffs auf unter `15 %`.
| Rohstoff | Absolute Feuchte | EKKO-2, t/Monat |
| Vorgetrocknetes Holz | Ca. 25 % | 25-35* |
| Vorgetrocknetes Holz | Ca. 15 % | 30-45* |
| Brennstoffbriketts | Ca. 10 % | 40-50 |
*Abhängig von Rohstoffdichte und -fraktion einschließlich der Einstellungen des automatisierten Steuerungssystems.
Für eine Projektbewertung werden üblicherweise Rohstoffart, absolute/relative Feuchte, Geometrie (Länge und Durchmesser), saisonale Temperatur, in den Wagen eingebrachte Masse und erforderliche Kohlequalität einschließlich `Cfix` festgelegt. Danach wird die Kohleausbeute anhand der absolut trockenen Rohstoffmasse und tatsächlichen Zyklusdauer ohne Berücksichtigung des Aschegehalts berechnet.
In der Praxis empfehlen wir eine Berechnung mit Ihren Daten.
- Menschlicher Faktor und Verzögerungen beim Wagenwechsel.
- Unzureichende Rohstoffvorbereitung, insbesondere hohe Feuchte oder große Fraktion.
- Falscher Pyrolysemodus: Zu hohe Geschwindigkeit senkt Ausbeute und Festigkeit, zu geringe Geschwindigkeit verlängert den Zyklus.
Ist die Kohle bereit, der Wechsel jedoch verzögert, wird Überschusswärme nicht wirksam verwendet, beispielsweise zur Endtrocknung in der Kammer, wodurch der Bedarf an Hilfsbrennholz steigt.
Der Richtwert von `0-0,1 m3/Tag` nach Erreichen stabiler Betriebsbedingungen ist bei korrekter Zyklusorganisation, effizienter Logistik und Rohstoff mit gewöhnlich weniger als `30 %` absoluter Feuchte erreichbar. Bei höherer Feuchte, Verzögerungen oder Prozessführungsfehlern steigt der Bedarf an Hilfsbrennholz. Eine Modernisierung mit automatischer Steuerung der primären und sekundären thermischen Oxidatoren senkt den Hilfsbrennstoffverbrauch und den Bedienereinfluss weiter.
Die Pyrolyseanlage ist nicht elektrisch. Strom wird nur für Schaltschrank und Aktoren benötigt. Für die Basiskonfiguration ohne Vortrocknung gilt ein Richtwert von bis zu `0,1 kWh`. Bei vorhandener Vortrocknung beträgt die gesamte installierte Leistung der Trocknungskonfiguration bis zu `2,5 kWh`.
Die Umweltsicherheit wird durch vollständige Neutralisierung der Dampf-Gas-Produkte der Pyrolyse in primären und sekundären thermischen Oxidatoren gewährleistet. Bei ordnungsgemäßem Betrieb gibt es keine unkontrollierten Emissionen, keinen sichtbaren Rauch und keine Freisetzung flüssiger Pyrolyseprodukte in die Atmosphäre.
Sanitäre Abstände richten sich nach lokalen Vorschriften. In der Praxis wird häufig ein Richtwert von bis zu `300 m` zu Wohngebieten verwendet; für eine Verringerung werden üblicherweise instrumentelle Messungen durchgeführt und lokale Genehmigungen eingeholt.
EKKO-2 arbeitet nach dem Prinzip der trockenen Pyrolyse: In der Grundausführung bleiben alle gasförmigen Produkte dampfförmig und werden im primären sowie im sekundären thermischen Oxidator bei hohen Temperaturen (`1200-1340 °C`) zu `100 %` neutralisiert. Die dabei erzeugte Wärme deckt den thermischen Energiebedarf des Prozesses.
Das ACS überwacht Temperatur und Prozessdynamik an wichtigen Punkten, darunter primäre und sekundäre thermische Oxidatoren und Wärmeübertragungskanäle, unter Nutzung zentraler Karbonisierungsdaten wie exothermer und endothermer Phasen und Gaszusammensetzung.
Auf Grundlage der Sensordaten bestimmt das ACS die aktuellen Kammermodi, verteilt Wärme zwischen Pyrolysekammern und Vortrocknung, steuert die Neutralisierung der Dampf-Gas-Produkte, protokolliert Parameter in elektronischen Temperatur- und Ereignisprotokollen, erzeugt Alarme und stellt bei Bedarf die Notabschaltung sicher.
Die Modernisierung zielt darauf ab, menschliche Fehler und zusätzlichen Brennstoff zu reduzieren, die Prozessstabilität zu verbessern und die Auskleidung zu schützen. Wesentliche Änderungen sind automatische Temperaturregelung in den primären und sekundären thermischen Oxidatoren sowie Platin-Thermoelemente bis `1600 °C`.
WebHMI ist ein Fernüberwachungs- und Steuerungssystem, das Daten jeder Pyrolyseanlage in einer Oberfläche zusammenführt, bis zu einem Komplex von `22` Anlagen. Die Leitung kann Betriebszustände und Phasen (Trocknung, Pyrolyse, Nachladen) sehen, Meldungen zu Fortschritt und Abweichungen erhalten sowie Bedieneraktionsprotokolle und Alarmhistorien analysieren. Dies erhöht Transparenz, Disziplin und Gesamtsteuerbarkeit. Systemdaten ermöglichen außerdem, mit KI-Skripten die „Sprache der Zahlen“ in einen „detaillierten Bericht“ mit Ursachen und Empfehlungen zu übertragen.
Die Anlage ist für den Betrieb `24/7` ausgelegt. Für eine bis drei Anlagen sind gewöhnlich ein Bediener und ein bis drei Hilfskräfte erforderlich, abhängig vom Mechanisierungsgrad der Logistik. Hilfskräfte laden Rohstoff, bewegen Wagen, kühlen und entladen Kohle. Der Bediener überwacht ACS-Modi und Meldungen, protokolliert Personal- und Anlagenleistung und organisiert die Logistik `Rohstoff -> Produkt`.
- Vorbereitung: Brennholzprozessor (Säge-Spalter) mit Förderer.
- Wagenlogistik: Gabelstapler, Gleise, mobile und stationäre Plattformen, elektrische Winde.
- Kohleentladung: Wagenkipper oder Gabelstapler.
- Bedienerstation und Überwachung: Videoüberwachung und WebHMI.
Aus praktischer Erfahrung sollte Brennholz je nach Holzart und Stapelung bis zu `300 mm` lang und bis zu `120 mm` im Durchmesser sein. Dadurch werden Trocknung und Pyrolyse beschleunigt und die Zykluswiederholbarkeit erhöht.
Heiße Kohle kühlt in Wagen ohne Sauerstoffzugang. Bei niedrigem Festkohlenstoffgehalt (`Cfix < 78 %`) ist eine Stabilisierung durch kontrollierten Luftkontakt erforderlich, um Selbstentzündung zu verhindern. Kühlungs-/Stabilisierungsmodi und Lagerbedingungen werden anhand von Fraktion und Verpackung gewählt.
Der Komplex kann per TIR-Lkw oder in Seecontainern, beispielsweise `40 ft` Open-Top, transportiert werden. Je nach Konfiguration können in der Praxis bis zu zwei EKKO-Anlagen auf einen Lkw geladen werden. Zur Entladung wird ein Kran mit mindestens `10 t` Tragfähigkeit empfohlen. Eine Pyrolyseanlage passt in einen `40 ft` Open-Top-Seecontainer.
Grundabmessungen im zerlegten Zustand: Länge `5850 mm`, Breite `2550 mm`, Höhe `2300 mm`, je nach Konfiguration zu präzisieren.
Die typische vertragliche Fertigungszeit beträgt etwa `60` Arbeitstage ab Eingang der Vorauszahlung und kann je nach Produktionsauslastung variieren.
Die Garantie für die GreenPower-Anlage beträgt `12 Monate`, sofern Betriebsbedingungen und technologischer Prozess eingehalten werden. Die durchschnittliche Lebensdauer bei ordnungsgemäßem Betrieb beträgt `5-10 Jahre`. Nach mehreren Jahren können planmäßige Reparaturen erforderlich sein, beispielsweise an Wagen, Gaskanalteilen oder Dichtungen, die typischerweise etwa `10 %` der Anlagenkosten nicht überschreiten.
- `Puro.earth (CORC)` ist ein führender globaler Standard und eine B2B-Plattform ausschließlich für Zertifizierung und Verkauf von Gutschriften aus technisch erzeugtem Kohlendioxidentzug (CDR) aus der Atmosphäre und wird unter anderem von Microsoft und Shopify anerkannt.
- `Verra (VCS/V-Carbon)` ist das weltweit größte freiwillige Zertifizierungssystem für Emissionsgutschriften. Die Methodik `VM0044` ist ein globaler Standard für Biokohleprojekte und gewährleistet strenge Bilanzierung sowie unabhängige physische Prüfung.
Die EKKO-Pyrolyseanlage entspricht strukturell und technologisch den strengen Anforderungen dieser internationalen Systeme. Die Verwendung der EKKO-2 ermöglicht es einem Unternehmen, Audits erfolgreich zu bestehen und mit hoher Transparenz und Umweltleistung in den internationalen Markt für Emissionsgutschriften einzutreten.
Ja. Jede Pyrolyseanlage besitzt eine Seriennummer und wird mit vollständigen Unterlagen geliefert:
- Anlagenpass
- Betriebsanleitung
- Wartungshandbuch
- Schaltpläne
- Automatisierungspläne
- Werkstoffzertifikate
Diese Anlage unterliegt keiner Pflichtzertifizierung. Anlagen werden in Europa, Asien, Afrika und Südamerika betrieben; Genehmigungen und Messungen werden länderspezifisch festgelegt.
Standardbedingungen: kundenspezifische Fertigung, `60 %` Vorauszahlung und `40 %` vor Versand, wobei die Bedingungen verhandelbar sind. Inbetriebnahme und Personalschulung sind gewöhnlich nicht im Grundpreis enthalten und werden gesondert vereinbart. Die Montage kann durch den Kunden gemäß Anleitung mit Fernaufsicht eines GreenPower-Spezialisten oder als Montageüberwachung mit Reisekosten nach vereinbartem Kostenvoranschlag durchgeführt werden.
BIO-CARBON ist eine vertikale Wanderbettanlage für die kontinuierliche trockene Karbonisierung von Biomasse. Auf Grundlage einer patentierten Technologie und vollständiger Automatisierung erzeugt die Industrieanlage:
- Hochwertige Holzkohle mit einem Fixkohlenstoffgehalt (Cfix) von 82% bis 95%
- Biokohle für landwirtschaftliche Anwendungen, Industriekohle für Metallurgie
- Aktivkohleproduktion,
- Halbleiter- und Siliziumproduktion sowie nutzbare thermische Energie als Nebenprodukt.
Die Anlage arbeitet 24/7 ohne technologische Stillstände und gewährleistet durch die vollständige Neutralisierung des Pyrolysesynthesegases eine umweltverträgliche Produktion.
Die wichtigsten Vorteile von BIO-CARBON sind:
- Umweltfreundlichkeit: Die Emissionen in die Atmosphäre bestehen nur aus Wasserdampf und CO₂. Pyrolysegase werden bei Temperaturen über 1300°C vollständig neutralisiert, wodurch schädliche Emissionen vermieden werden. Herkömmliche Verfahren erzeugen dagegen bis zu 4 Tonnen schädlicher Emissionen pro 1 Tonne Holzkohle.
- 100% Automatisierung: Minimale Personalbeteiligung (1 Bediener + 1 Assistent pro Schicht). Automatische Steuerung aller Parameter über die Steuerung 2026.
- Dauerbetrieb: 365 Tage im Jahr, 24 Stunden am Tag, 7 Tage die Woche ohne technologische Abschaltungen.
- Stabile Produktqualität: Das automatisierte Steuerungssystem sorgt für gleichbleibende Eigenschaften der produzierten Kohle.
- Energieeffizienz: Die Anlage arbeitet mit einem eigenen Pyrolysegas; zusätzliche Kraftstoffe werden nur beim Start benötigt (25–50 Liter Propan-Butan-Gas). Erzeugt überschüssige Wärme von 300–1000 kW.
- Niedriger Stromverbrauch: BC-2: 8 kW; BC-3: 13,6 kW.
- Kompaktheit: Kleiner Fußabdruck mit hoher Produktivität.
- Hohe Zuverlässigkeit: 100% feuerfeste Materialien, Lebensdauer von 5–10 Jahren.
Es gibt zwei Haupteinheitsmodelle, die sich in Kapazität und Abmessungen unterscheiden:
| Modell | Produktivität (t/Monat) | Produktivität (t/Jahr) | Energieverbrauch (kW/h) |
| BIO-CARBON-2 (BC-2) | 40-70* | 440-770 | 8 |
| BIO-CARBON-3 (BC-3) | 80-120* | 880-1320 | 13.6 |
*Anmerkung: Die Produktivität wird für einen festen Kohlenstoffgehalt (Cfix) 82-95% angegeben
Die Pyrolyseanlagen von GreenPower sind offiziell in über 39 Ländern weltweit in Betrieb, darunter Europa, Asien, Afrika, Südamerika und Nordamerika. Die Anlagen verfügen über die erforderlichen Umweltgenehmigungen für den Betrieb in all diesen Regionen.
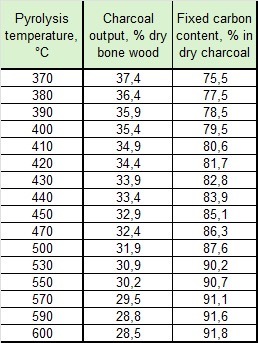
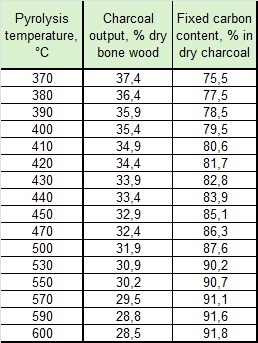
Die Kohlenausbeute beträgt in Abhängigkeit von der endgültigen Prozesstemperatur und dem erforderlichen festen Kohlenstoffgehalt etwa 27 – 40 % der Knochentrockenmasse.
Holzkohle-Ausbeute gegen Temperaturabhängigkeitstabelle:
| Endtemperatur (°C) | Kohleausbeute (Masse %) | Kohlenstoffgehalt (Gew.-%) |
| 370 | 40,1 | 75,5 |
| 400 | 38,1 | 79,5 |
| 430 | 36,6 | 82,8 |
| 450 | 35,6 | 85,1 |
| 530 | 33,6 | 90,2 |
| 600 | ~30 | ~93 |
| 800 | 27,1 | 96,0 |
Berechnung der Holzkohle-Ausbeute:
% Kohlenausbeute = (Einsatzgewicht – Rohstofffeuchte) × % Kohlenausbeute
Berechnungsbeispiel:
Für Walnussschalen mit einem Feuchtigkeitsgehalt von 15% (absolut) wird die Ausbeute an Kohle mit einem Cfix-Gehalt von ~93% betragen:
Schritt 1 — Berechnen der Knochentrockenmasse:
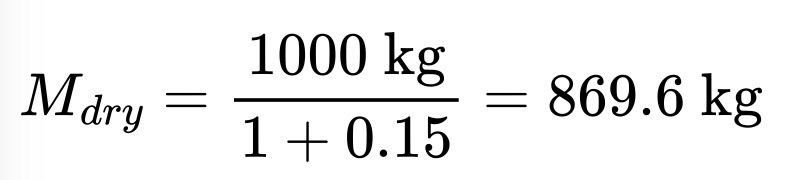
Schritt 2 — Tragen Sie den Kohlenausbeutekoeffizienten (28,5% aus Knochentrockenmasse) auf:

Hinweis: Der Kohlenausbeutekoeffizient von 28.5% entspricht einer Pyrolysetemperatur von ~600°C, die nach der GreenPower-Ausbeutetabelle ein Cfix von ~91.8–93% gewährleistet. Kohlenfeuchte bei Entladung = 0 %, da die Entladungstemperatur 100°C überschreitet.
Tabelle der Kohlerendite
Stromverbrauch:
- BIO-CARBON-2: 8 kW/h
- BIO-CARBON-3: 13,6 kW/h
Kraftstoffverbrauch für den Prozess:
In der Praxis dient der Einsatz selbst als Brennstoff. Zusätzlicher Kraftstoff, da Erdgas nur während des Starts für 12–24 Stunden verwendet wird (je nach Modell).
Beim Start werden 25–50 Liter Propan-butan-Gas benötigt. Nach Erreichen des Betriebsmodus läuft die Einheit auf während des Prozesses erzeugtem Pyrolysegas.
Überschüssige Wärmeerzeugung:
Von 300 bis 1000 kW/h, je nach Einsatzstoff und Produktivität der Einheit. Überschüssige Wärme wird in Form von sauberen Rauchgasen (ohne schädliche Emissionen) bei einer Temperatur von etwa 1000°C freigesetzt.
Diese Wärme kann verwendet werden für:
• Futtertrocknung
• Holzkohle Briketttrocknung
• Raumheizung
• Erzeugung von Prozessdampf
• Holzkohle Aktivierung
• Sonstige thermische Prozesse
BIO-CARBON besteht aus folgenden Hauptkomponenten:
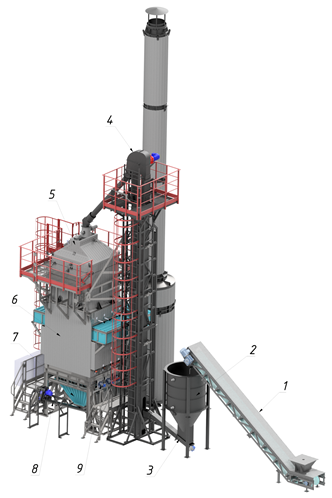
- Gurt/Schraubenförderer: Zum mechanisierten Beladen von Rohstoffen in den Lagertrichter. Ausgestattet mit Rohstoff-Level-Sensoren.
- Lagerbehälter: Serviert als Rohstoffreserve und dosiert.
- Belastungsschraube: Betreibt automatisch, Trennen von Abfällen aus den Rohstoffen, um Aschegehalt zu reduzieren.
- Bucket Elevator (Vertical Bucket Conveyor): Liefert Rohstoffe aus dem Lagertrichter in den Ladetrichter der Einheit.
- Einheit Loading Hopper: Ausgestattet mit Rohstoff Füllstandssensoren, einer Inspektionsklappe und einem Dampfaustrittsrohr. dient zur Primärheizung der Rohstoffe.
- Karbonisierungskammer (Pyrolysekammer): Zentrales Element der Einheit. Die Rohstoffe bewegen sich durch Zulaufkanäle nach unten, beidseitig durch Wärmekanäle erwärmt. Wenn sie sich nach unten bewegen, werden sie in Kohle umgewandelt.
- Entladetrichter mit Luftkühlung: Kühlt die fertige Kohle. Ausgestattet mit Füllstandssensoren und einem Durchgangswandluftkühlsystem.
- Entladeschneckenförderer: Entlastet automatisch gekühlte Kohle aus dem Kühltrichter.
- Pyrolysekammer-Entladevorrichtungen: Laden Sie die fertige Kohle automatisch in den Kühltrichter auf Basis der Temperatur ab.
BIO-CARBON kann eine breite Palette von pflanzlichen Rohstoffen verarbeiten. Diese Rohstoffe sind in der Regel in zwei Arten unterteilt:
- Rohstoffe, die NICHT Vorreaktion erfordern:
- Holz: Energieholz, Bambus, Holzabfälle, Zweige, Holzschnitzel (5-40 mm)
- Muskatschalen: Kokosnuss, Walnuss, Haselnuss, Mandel, Palmkern, Pistazien, Argan, etc.
- Obstgruben/Kernelen: Olive, Datum, Pfirsich usw.
- Pellets und kleine Briketts: gebrauchsfertige Granulate
- Rohstoffe, die eine Vorkompaktion erfordern (Plattenbildung oder Brikettierung):
- Bagasse (Zuckerzellstoff)
- EFB – Palmölproduktion Abfall
- Holz Sägemehl
- Landwirtschaftliche Abfälle
- Napier Gras (auch bekannt als Elefantengras), etc.
Grundanforderungen an Rohstoffe:
- Feuchtigkeitsgehalt: < 15% (optimal 10-12%). Maximaler Feuchtigkeitsgehalt: 20%. Für Feuchtigkeitsgehalt über 15 % ist eine Vortrocknung erforderlich.
- Fraktion: 5-40 mm. Ist der Einsatzstoff größer als 35-40 mm, ist eine Vorzerkleinerung erforderlich.
- Fließfähigkeit: Der Einsatzstoff muss rieselfähig sein, um eine gleichmäßige Durchströmung der Kanäle zu gewährleisten.
- Aschegehalt: Je niedriger der Aschegehalt im Rohstoff ist, desto höher ist die Qualität der fertigen Kohle. Es wird empfohlen, eine Beschickungsschraube zu verwenden, um Ablagerungen zu trennen und Aschegehalt zu reduzieren.
Nach Angaben der Internationalen Energieagentur wird Biomasse als biologisch abbaubares Material biologischer Herkunft definiert, das aus Pflanzen, Tieren und Mikroorganismen stammt.
Die Struktur der Biomasse ist wichtig, um den Pyrolyseprozess zu verstehen. Auf der Grundlage chemischer Zusammensetzung wird Biomasse als:
- Lignozellulosische Biomasse: Enthält Cellulose, Hemicellulose und Lignin. Dies ist die weltweit primäre Klasse der industriellen Biomasse. Es umfasst Holz, Stroh und Rinde.
- Typischer Aschegehalt: 0,3-3% (für Holz), 2-20% (für landwirtschaftliche Abfälle).
- Starchy Biomasse: Enthält stärkereiche Fraktionen.
- Ölige Biomasse: Enthält Öle und Lipide.
- Proteinreiche Biomasse: Enthält Proteine und stickstoffhaltige Verbindungen.
Wichtig: Lignocellulosic Biomasse eignet sich am besten für BIO-CARBON und liefert eine hohe Ausbeute an hochwertiger Kohle.
Ja, abhängig von den Eigenschaften des Rohstoffs, kann die folgende Vorbereitung erforderlich sein:
- Crushing: Für Rohmaterialgrößen größer 35-40 mm.
- Trennung: Wenn es notwendig ist, Aschegehalt und Trümmer im Rohstoff zu minimieren.
- Trocknung: Für Feuchtegehalte > 15%. Die Trocknung kann mit überschüssiger Wärme aus einer Welle oder einem Drehtrockner erfolgen.
- Pelletierung/Brutung: Für Rohstoffe wie Sägemehl, Bagasse, EFB und andere landwirtschaftliche Abfälle.
Der Carbonisierungsprozess im BIO-CARBON erfolgt in mehreren Stufen, da sich der Rohstoff von oben nach unten durch die Rohstoffkanäle bewegt:
| Phase | Temperatur | Warenbezeichnung |
| 1. Vortrocknung von Futtermitteln | 100-150°C | Entfernung von Restfeuchte (endotherme Reaktion) |
| 2. Anfangsphase der Karbonisierung: Endothermstufe | 150-280°C | Der Beginn einer exothermen Reaktion, der Beginn der Kohlebildung |
| 3. Die Hauptphase der Karbonisierung: exotherme Stufe | 280-450°C | Der grundlegende Prozess der Kohleproduktion (exotherme Reaktion) |
| 4. Holzkohle Calcination: Endothermstufe | 450-600°C | Endothermisches Verfahren, Bereitstellung von festem Kohlenstoffgehalt bis 92–95% |
| 5.Kühlung/Stabilisierungsprozess von Kohle | bis zu atmosphärischen Temperaturen, ohne Sauerstoffexposition a | Kühlung auf eine Temperatur, die sicherstellt, dass Kohle nicht brennen, wenn in Kontakt mit Luft |
Wichtig: Der Modus ändert sich, wenn der Rohstoff den Kanal bewegt, abhängig von seiner Verweilzeit. Die Temperatur zum Entladen der fertigen Kohle wird vom Bediener auf Basis der Ausgangsrohstoffparameter und der Anforderungen an den nichtflüchtigen Kohlenstoffgehalt der Kohle eingestellt.
BIO-CARBON nutzt das Prinzip der indirekten Erwärmung, die vorsieht:
- Der Einsatzstoff bewegt sich unter der Schwerkraft nach unten durch die Materialkanäle.
- Die Materialkanäle werden von beiden Seiten durch Wärmekanäle erwärmt.
- Pyrolysegase, die während der Karbonisierung aus dem Einsatzstoff abgegeben werden, werden in den Wärmekanälen mit Luft oxidiert.
- Wärme wird über die Kanalwände (indirekte Heizung) auf den Einsatzstoff übertragen.
- Der Wärmeträger bewegt sich durch die Wärmekanäle nach oben, entgegen der Bewegung des Einsatzmaterials
- Nach Durchlaufen der Pyrolysekammer werden die verbleibenden Pyrolysegase in den Wärmeträger zu einem Hochtemperaturwirbel-Hotzyklon geleitet, wo eine intensive turbulente Durchmischung mit Sekundärluft und ausreichende Gasverweilzeit eine vollständige Oxidation und Neutralisation von schädlichen Verbindungen gewährleisten. vor dem Austritt in die Atmosphäre.
Dieses Prinzip gewährleistet:
- Gleichmäßige Erwärmung der Rohstoffe
- Präzise Regelung von Temperaturzonen
- Hohe Qualität des fertigen Produktes
- Kein Kontakt von Rohstoffen mit Oxidationsprodukten
Die Qualität der fertigen Kohle (Gehalt an nichtflüchtigem Kohlenstoff Cfix) wird durch zwei Hauptparameter bestimmt:
1. Entladetemperatur (Thermoelement T1):
- Je höher die Entladetemperatur, desto höher der Cfix-Gehalt.
- Je niedriger die Entladetemperatur, desto niedriger der Cfix-Gehalt, aber desto höher die Produktivität.
2. Verweilzeit des Einsatzmaterials in der Pyrolysekammer:
- Wird durch die Entladegeschwindigkeit reguliert.
- Wird automatisch vom Steuerungssystem geregelt.
Das Steuerungssystem passt diese Parameter automatisch an, um die gewünschte Kohlequalität zu erreichen.
WICHTIGER HINWEIS: Es wird nicht empfohlen, die Entladetemperatur (T1) über 580 °C einzustellen, da dies zu einer Verschiebung der thermischen Zonen nach oben und zum Auftreten von Pyrolysegas (Teer) im Beschickungsbehälter führen kann.
Pyrolysedämpfe und Gase in BIO-CARBON folgen diesem Weg:
- Gase werden während des Karbonisierungsprozesses aus dem Einsatzstoff freigesetzt.
- Sie werden durch Gasaustrittsöffnungen aus den Materialkanälen entfernt.
- Sie betreten den Gassammler
- Sie werden durch spezielle Öffnungen in die Wärmekanäle der Pyrolysekammer zugeführt.
- Sie vermischen sich mit Luft, die über einstellbare Luftkanäle geliefert wird.
- Sie werden bei Kontakt mit den heißen Wänden in den Wärmekanälen neutralisiert.
- Nach der Wärmeübertragung auf den Einsatzstoff gelangen die Abgase in den sekundären thermischen Oxidationsmittel
- Im sekundären thermischen Oxidationsmittel erfolgt eine vollständige Neutralisation bei Temperaturen oberhalb 1300°C
- Saubere Rauchgase (Temperatur ~1000°C) werden für zusätzliche thermische Prozesse verwendet.
Ergebnis: NULL schädliche Emissionen in die Atmosphäre, nur CO₂ und Wasserdampf.
Das BIO-CARBON ACS (Version 2026) ist ein spezialisiertes Hardware- und Softwaresystem zur Automatisierung der kontinuierlichen Trockenpyrolyseeinheit. Das System gewährleistet die volle Kontrolle der thermischen Zersetzung von Biomasse und garantiert eine stabile Leistung von Kohle mit bestimmten Eigenschaften.
Das moderne automatisierte Steuerungssystem verwandelt den komplexen Pyrolyseprozess in einen stabilen und vorhersehbaren Produktionsprozess und minimiert den Einfluss des menschlichen Faktors.
Hauptmerkmale des automatisierten BIO-CARBON-Steuersystems:
Automatische Qualitätskontrolle: Das System überwacht kontinuierlich die Temperatur in jedem Bereich der Einheit. Intelligente Algorithmen passen die Produktabgaberate an, um sicherzustellen, dass die Ausgangskohle immer den angegebenen festen Kohlenstoffgehalt (Cfix) erfüllt.
Energieeffizienz und Umweltleistung: Die ACS steuert die Zufuhr von oxidierender Luft zu den primären Oxidationskammern (Kraftstoffkanäle) der Pyrolysekammer und zum sekundären thermischen Oxidationsgerät, um einen ordnungsgemäßen Prozessbetrieb und eine vollständige Neutralisation von Pyrolysedämpfen und Gasen zu gewährleisten. Dadurch kann die Einheit in einem voll energie-autonomen Modus betrieben werden und garantiert Null-schädliche Emissionen für die Atmosphäre.
Gleichmässige Erwärmung: Durch die präzise Verteilung der Wärmeflüsse in der Pyrolysekammer entfällt die Unterheizung einzelner Abschnitte der Materialkanäle. Dies gewährleistet die Gleichmäßigkeit jeder Charge des Endprodukts.
24/7 Sicherheit: Ein Multi-Level-Schutzsystem reagiert sofort auf Abweichungen. Bei kritischen Temperaturüberschreitungen oder Vorräten schaltet der ACS das Gerät automatisch in einen sicheren Modus um und verhindert Notsituationen.
Intuitive Schnittstelle: Der Bediener hat einen kompletten Überblick über den Prozess über ein visuelles HMI-Diagramm. Das System bietet Anleitung während des Starts und der geplanten Abschaltung, hält ein detailliertes Ereignisprotokoll und registriert Trends aller Prozessparameter.
Die Schlüsselfunktionalität des Systems umfasst:
Automatisches Starten und Abschalten: Sicheres Hochfahren der Einheit in den Betriebsmodus nach vordefinierten Heizkurven (entlastender Thermoschock).
Intelligente Überwachung: Kontinuierliche Steuerung von Temperaturfeldern und der Zustand von Aktoren.
Frühwarnsystem: Visuelle und akustische Alarme, wenn Parameter technologische Grenzen überschreiten.
HMI Schnittstelle: Intuitive mnemonic Diagramme, die die Dynamik des Trockenpyrolyseprozesses in Echtzeit anzeigen.
Tiefdatenarchivierung: Speicherung historischer Temperaturdaten und aller Bedieneraktionen.
Betriebsmodus-Management: Start-Modus, Normalbetriebsmodus, geplante Abschaltung, Notabschaltung und Testmodi.
Niveauregelung: Automatische Überwachung des Futterstandes im Ladetrichter und Kohlenspiegel im Kühltrichter.
Steuerung: Automatische Steuerung von Zündbrennern, Luftdämpfern und Entladungseinrichtungen.
Das automatisierte Steuerungssystem umfasst mehrstufige Verriegelungen und Sicherheitssysteme:
Automatische Systemwiederherstellung bei kritischen Fehlern:
- Flammenverlust bei Brennergeräten
- Entwurfsfehler (Auspufflüfter/fan-Versagen)
- Ausfall kritischer Komponenten des automatisierten Steuerungssystems selbst
- Überschreitende kritische Temperaturen
- Rohmaterialversorgungsausfälle
Zugriffsrechte Differenzierung:
- Zugriff auf Prozesseinstellungen ist nur auf autorisiertes Personal beschränkt
- Schutz vor versehentlichen Änderungen kritischer Parameter
Fehlertoleranz:
- Verwendung von industriellen Komponenten
- Für den Betrieb in Hochtemperatur-Bedingungen ausgelegt
- Redundanz kritischer Sensoren
Warnsystem:
- Technologische Nachrichten
- Notberichte
- Audible Alarme
Das automatisierte Steuerungssystem führt die Präzisionstemperaturregelung an mehreren Punkten durch:
- T1-T6: Temperatur der fertigen Kohle am Boden der Förderkanäle (Überwachung des Entlademoments)
- T7: Temperatur vor dem sekundären thermischen Oxidationsmittel
- T8: Temperatur im sekundären thermischen Oxidationsmittel (Überwachung der Vollständigkeit der Entgiftung 900-1300°C)
- T9-T10: Temperatur im Gassammler (Überwachung der Dampfgasfeuchte)
- T11-T14: Temperatur in der Pyrolysekammer Wärmekanäle
- T19: Temperatur im Ladetrichter (Überwachung des Durchbruchs von Pyrolysegasen)
- T20: Temperatur im Kühltrichter (Überwachung der Kühlung der fertigen Kohle)
Wichtig: Die Temperaturregelung von Gasen nach dem thermischen Sekundäroxidator (T8) verhindert schädliche Emissionen in die Atmosphäre. Bei Temperaturen von 900-1300°C erfolgt eine vollständige Zersetzung aller organischen Verbindungen.
EBC (European Biokohle Certificate) ist ein internationaler Biokohle-Zertifizierungsstandard, der strenge Anforderungen an Umweltleistung und Produktqualität festlegt.
BIO-CARBON ist in Übereinstimmung mit allen grundlegenden technischen Anforderungen des EBC-Standards für die Pyrolyseanlage, insbesondere hinsichtlich der Handhabung von Pyrolysegasen und Prozesssteuerung, ausgelegt.
BIO-CARBON implementiert die folgenden Prinzipien der kontrollierten Entsorgung nach EBC-Anforderungen:
Das Prinzip der Behandlung von Pyrolysegasen
In BIO-CARBON werden Pyrolysegase NICHT ohne Behandlung in die Atmosphäre freigesetzt. Alle Dämpfe und Gase werden auf eine zweistufige Hochtemperaturneutralisationszone geleitet. Dadurch wird ein Wärmeträger zur weiteren Verwendung in Pyrolyse- und Trocknungsprozessen erzeugt.
Sekundärer thermischer Oxidator
Die Anlage umfasst eine dedizierte sekundäre thermische Oxidationszone, die dem Gaserzeugungssystem und dem Primäroxidator (Pyrolysekammer) strukturell nachgeordnet ist.
Temperaturregime und Kontrolle
Die eigentliche Betriebstemperatur für die Neutralisation von Pyrolysedämpfen und Gasen erreicht bis zu 1340°C (900-1340°C). Die Temperaturregelung wird durch das automatisierte Steuerungssystem (ACS) geregelt. Die Steuerung erfolgt über mehrere Thermoelemente (T7, T8). Bei Temperaturen oberhalb 1250°C erfolgt eine vollständige Zersetzung aller organischen Verbindungen.
Gasentnahmezeit
Die Verweilzeit wird durch eine Kombination von Faktoren gewährleistet: Kammervolumen, Kanalgeometrie und Strömungsgeschwindigkeitsbegrenzung. Dieser Parameter wird im Entwurfsstadium anhand von Kapazität und Projektkonfiguration berechnet.
Feuerfeste Auskleidung und Isolierung
Die Auskleidung besteht aus feuerfesten Materialien (feuerfeste Beton/Feuersteine SHA-5) mit Temperaturbeständigkeit ≥ 1550°C. Wärmedämmung besteht aus Keramikfaser mit einer Dicke von 100–250 mm.
Gasweg und Wärmeverluste
Der Gasweg ist kurz und isoliert ausgebildet, um Wärmeverluste zu minimieren; eine zusätzliche Erwärmung von den Wärmekanälen der Pyrolysekammer ist vorgesehen.
Messung und Überwachung
Temperaturmessstellen sind vorgesehen: vor der sekundären thermischen Oxidationszone (T7), nach dieser Zone (T8) sowie in den Pyrolyse- und Rohstofferwärmungszonen. Zusätzlich können Zug- bzw. Unterdrucksensoren, CO/O₂-Sensoren und eine Integration in das ACS-Überwachungssystem installiert werden.
Partikelkontrolle
Bei der Stromkonfiguration ist kein Zyklon vorgesehen; im Sekundäroxidator wird bei Temperaturen oberhalb 1300°C eine Neutralisation von feinen Kohlenstoffpartikeln erreicht, wobei das “heiße Zyklon”-Prinzip realisiert ist.
Emissionskontrolle und Anpassung an die nationalen Vorschriften
Die Installation von Messpunkten in den Stapel- und Probenahmehäfen ist möglich. Das System kann an die nationalen Regulierungsanforderungen angepasst werden.
Im Betrieb der BIO-CARBON Carbonisierungseinheit sind schädliche atmosphärische Emissionen NICHT VORHANDEN. Die Umweltleistung wird durch Luftoxidation von Pyrolysedämpfen und Gasen innerhalb der Einheit zur Aufrechterhaltung des Carbonisierungsprozesses und durch sekundäre Hochtemperaturoxidation ihrer Rückstände in einem Wirbelthermoxidator bei Temperaturen von 900 – 1340°C gewährleistet. Die Rauchgase enthalten nur:
- Kohlendioxid (CO₂)
- Wasserdampf (H₂O)
Dies wird durch den Emissionsbericht bestätigt, der vom Hersteller angefordert werden kann.
In Europa, Asien, Afrika, Südamerika und Nordamerika hat die Einheit Umweltgenehmigungen erhalten.
BIO-CARBON ist konzipiert, um 24 Stunden am Tag, 7 Tage pro Woche, ganzjährig ohne Abschaltungen zu betreiben.
Mit dem maximalen Automatisierungsgrad ist das Personal, das pro Schicht benötigt wird, um eine Einheit zu bedienen:
- 1 Bediener (ACS-Steuerung, Parameterüberwachung)
- 1 Assistent (Einsatzbeladung, Fertigkohleentladung)
Daher muss für den 24/7-Betrieb ein Schaltplan vorgesehen werden (in der Regel 4 Schichten von 2 Personen = 8 Personen pro Einheit).
Bei der Verwendung von automatischen Be- und Verpackungssystemen kann die Personalzahl reduziert werden.
Das Starten von BIO-CARBON erfolgt wie folgt:
- Der Einsatzstoff wird durch den Ladetrichter in die Materialkanäle geladen
- Zündung von Startgasbrennern (Propan-Butan-Verbrauch: 25–50 Liter)
- Graduale Erwärmung der Pyrolysekammer nach vorgegebenen Heizkurven (zur Vermeidung von Thermoschock)
- Betriebsmodus innerhalb von 12–24 Stunden (je nach Modell)
- Nach Erreichen der Betriebstemperatur werden die Brenner abgeschaltet.
- Die Einheit schaltet auf eigenes Pyrolysegas zu arbeiten
Der ACS verwaltet automatisch den gesamten Startvorgang; der Bediener muss nur den Startmodus aktivieren und Parameter überwachen.
BIO-CARBON ist für den Dauerbetrieb 365 Tage im Jahr ohne technologische Abschaltungen konzipiert.
Die geplante Wartung umfasst:
- Regelmäßige visuelle Inspektion der Einheit (täglich)
- Inspektion von Förderern und Antrieben (wöchentlich)
- Reinigung und Schmierung von bewegten Teilen (monatlich)
- Inspektion der feuerfesten Auskleidung (alle 6 Monate)
Die Abschaltung von BIO-CARBON kann nur für:
- Hauptüberholung (nach 3-5 Jahren Betrieb)
- Ersatz von abgenutzten Bauteilen (Dämpfer, Trolleys, Austragseinrichtungen)
- Wiederherstellung der feuerfesten Auskleidung
Bei ordnungsgemäßem Betrieb überschreiten Wartungs- und Reparaturkosten 10% der Stückkosten nicht.
Nach Austritt aus der Pyrolysekammer durchläuft die fertige Kohle folgende Stufen:
- In den Kühltrichter abführen:
- Automatische Entladung über Entladungsgeräte
- Holzkohletemperatur bei Entladung: 450–600°C (je nach Ziel Cfix)
- Kühlung im Stabilisierungsbehälter:
- Indirekte Luftkühlung durch die Trichterwände
- Zwangslüftung
- Kühlung auf eine Temperatur, die eine Zündung beim Kontakt mit Luft verhindert
- Aufladen über Schneckenförderer:
- Automatische Entladung basierend auf Füllstandssensorsignalen
- Holzkohle wird in Metallbehälter oder Trolleys ausgetragen
- Zusätzliche Prozesse (optional):
- Stabilisierung und Kühlung in einem Schwingförderer
- Trennung von Feinanteil (Kohlenstaub) unter Verwendung eines Aspirationssystems
- Verpackung in Behälter für die Lieferung (manuell, halbautomatisch, automatisch)
Symptome:
- Illogisches Entladungsverhalten (sudden Beschleunigung oder Stillstand)
- Unfähigkeit der Luftdämpfer V1–V8 zu stabilisieren
- Falsche Überhitzungsalarme für Trichter (T19/T20)
ACS Logik:
- Wenn T1–T6 < 450°C — vollständiger Auslauf
- Wenn T11–T14 < 600°C — Zwangsverschluss von Dämpfern V1–V8
- Wenn T8 > 1300°C — Schließung von V9 (Schutz von thermischer Sekundäroxidationseinrichtung feuerfester Auskleidung)
Aktion: Überprüfen Sie die Integrität der Thermoelementschaltung, ersetzen Sie den Sensor, falls erforderlich.
Symptome:
- Temperaturungleichgewicht über Kanäle (T11–T14)
- Unfähigkeit, den Betriebsmodus zu erreichen (Reg Work)
- Tropfen oder unkontrollierte Temperaturerhöhung im sekundären thermischen Oxidationsmittel (T8)
ACS-Logik: Ausfall des “Vector Control”-Algorithmus. Das System kann die Luftzufuhr nicht ausgleichen.
Aktion: Prüfen Sie die Stromversorgung des Aktuators, saubere Dämpferwellen von Ruß/tar Ablagerungen.
Symptome:
- Übergang zum Reg Alarm Stop-Modus ohne sichtbare mechanische Ursachen
- Mismatch zwischen Steuerungsbefehlen und der tatsächlichen Position von Aktoren
Aktion: Fehlerprotokolle analysieren, Erdung überprüfen (elektromagnetische Störungen, die die SPS beeinflussen), das System neu starten.
Bucket Liftgürtelbruch: Komplettes Stoppen der Vorräte. Auslösung des Low-Level-Sensors SR2, gefolgt vom Notsensor SR3.
Ausfall des Bucket Aufzugsantriebs / Ladeschneckenmotors: Belastungsbeanspruchung, Abfall des Trichterspiegels, Kettenreaktion — Entladungsstopp basierend auf ACS-Logik.
Aktion: Ersatz des Riemens/Motors, Zugkontrolle, Inspektion der Lagereinheiten.
Beklemmung der Entladungsschraube (M-SC): Temperaturerhöhung T20, Wind 007 Alarm. Eine manuelle Rückwärtsbewegung ist erforderlich (ausgegeben durch den Algorithmus).
Ausfall des Austragsschneckenmotors: Beschleunigung der fertigen Kohle, Gefahr der Zündung in der Austrageinheit.
Ausfall von Rake (Agitator-)Antriebsmotoren: Zerfall von gleichmäßiger Kohleableitung, lokale Materialaufbau in der Kammer, Temperaturungleichgewicht T1–T6.
Ausfall des Entleerungstrichter-Fanmotors: Sharp-Anstieg in T20, Gefahr der Kohlenzündung bei Kontakt mit Luft durch mangelnde Zwangskühlung.
Aktion: Notausstoß, mechanische Inspektion, Ersatz von Motoren.
Zerstörung von Kammern aus SHA-5 (feuerfester Ziegel): Enten und Ziegelfall führen zu parasitären Lufteintritten und Störungen der Pyrolysegasdynamik.
Destruktion von Kanälen aus keramischen Faserplatten: Verlust von Wärmedämmeigenschaften, Durchbrennen des äußeren Gehäuses, scharfe Abnahme der Einheitseffizienz.
Symptome:
T11–T14 verhalten sich unsicher
Außenwände der Einheit überhitzen über Normalgrenzen
Destruktion der Auskleidung und keramischen Faserelemente in der Abwärtswelle: Verstopfung des Kanals mit Auskleidungsabfall, Zugstörung.
Zerstörung der thermischen Oxidationsmittelauskleidung: Gefahr der Überhitzung der thermischen Oxidationsmittelmetallstrukturen, T8 stoppt ausreichend auf die Position des V9-Dämpfers.
Destruktion der Rohrverschraubung (Schiene) Auskleidung: Tropfen im natürlichen Zug, Gefahr des Zusammenbruchs des inneren Teils des Rohres und der Verstopfung des Gasauslasses.
Aktion: Abschaltung, Ersatz von keramischen Faserplatten, Wiederverlegung der SHA-5 Steine.
Logic: Wenn T9/T10 < pUst T9 10 min, wird das Entladen vollständig gestoppt (Nassdampfschutz).
Grund: Übermäßige Rohstofffeuchte oder Beschädigung der Innenauskleidung, was zu Feuchtigkeitseintritt in den Sammler führt.
Logic: Bei Überschreitung des Sollwerts wird die maximale Entladegeschwindigkeit des M-UD-1.6 aktiviert.
Grund: Pyrolysegas Durchbruch nach oben durch Auskleidung Ausfall oder Rohstoff Einfrieren. DIESER UNTERSTÜTZUNG, wenn die Entladetemperatur (T1) 580°C überschreitet.
Kriterium: T8 – T7 ≥ 10°C
Problem: Ist die Differenz kleiner, so nimmt das System an, daß bei der Pyrolyse keine Oxidationsreaktion des Restdampfes und der bei der Pyrolyse freiwerdenden Gase erfolgt und V9 schließt.
Ursache: Ausfall des V9-Antriebs oder körperliche Beschädigung der thermischen Oxidationsmittelauskleidung.
Dabei wird die Temperatur über die Ableitungsgeschwindigkeit geregelt, während die Wärmebilanz über die Luftzufuhr für die Oxidationsreaktion gesteuert wird.
Jeder mechanische Ausfall (Motor, Schneckenförderer, Eimerlift) oder Zerstörung der feuerfesten Auskleidung stört sofort das ACS mathematische Modell und schaltet die Einheit in Notbetrieb.
Daher sind regelmäßige Wartung und Einhaltung empfohlener Temperaturregelungen für den unterbrechungsfreien Betrieb von entscheidender Bedeutung.
Alle von GreenPower gefertigten Einheiten werden durch eine 1-jährige Garantie abgedeckt, sofern der Kunde die Betriebsbedingungen und den technologischen Prozess erfüllt.
Die Garantie umfasst:
• Alle Geräte und Komponenten von GreenPower
• Komponenten von Drittherstellern
Die Garantie deckt NICHT ab:
• Schäden durch Verletzung der Betriebsbedingungen
• Normaler Verschleiß von Verbrauchsmaterialien
• Schäden aufgrund höherer Gewalt
Werden die technologischen Prozessanforderungen erfüllt, einschließlich der ordnungsgemäßen Wartung der Einheit und der sorgfältigen Handhabung, beträgt die Lebensdauer mindestens 10 Jahre. Nach ca. 3 Jahren Betrieb können Reparaturarbeiten an einzelnen Bauteilen erforderlich sein.
Wichtig: Die Reparaturarbeiten übersteigen nicht 20 % der Stückkosten (auch im Falle des vollständigen Austauschs von gescheiterten Elementen). Alle Komponenten, die aggressiven Umgebungen ausgesetzt sind, bestehen aus speziellen Stählen und hochwertigen feuerfesten Materialien.
Ja, jede Pyrolyseeinheit hat eine Seriennummer und wird mit einer vollständigen Dokumentation geliefert:
• Einheitspass
• Bedienungsanleitung
• Wartungsanleitung
• Elektrische Diagramme
• Automatisierungsdiagramme
• Materialzertifikate
Diese Einheit unterliegt nicht der zwingenden Zertifizierung.
Bis heute haben die Einheiten offiziell Umweltgenehmigungen für den Betrieb in Ländern in ganz Europa, Asien, Afrika, Nordamerika und Südamerika erhalten.
Gemäß dem Vertrag beträgt die Fertigungszeit für eine BIO-CARBON-Einheit 60–90 Arbeitstage nach Eingang der Vorauszahlung.
Versorgungsstufen:
- Design und Konfiguration (10–15 Tage)
- Herstellung von Hauptkomponenten (60–90 Tage)
- Montage und Prüfung (5–10 Tage)
- Verpackung und Versand (2–5 Tage)
GreenPower unterstützt die Implementierung von BIO-CARBON:
Technologische Prüfung und Bewertung: Analyse der Einheit, Bestimmung der Einbaupunkte für Temperatursensoren und Aktuatoren.
Gestaltung und Konfiguration: Entwicklung von Automatisierungssystemen, Montage von Kontrollpaneelen, Bereitstellung von Instrumentierung (I&C).
Installation und Überwachung: Installation vor Ort, Verlegung von Kabelwegen.
Inbetriebnahme (Start und Einstellung): Setup von Regelkreisen, Abstimmung von Pyrolysegasneutralisationsalgorithmen und Vorsatzbewegung auf realem Material.
Personalschulung: Schulung für Betreiber und Technologen über die ACS-Schnittstelle zur Qualitätskontrolle von Holzkohle.
Service-Unterstützung: Beratung und Fernüberwachung des Anlagenbetriebs.
Hauptverbraucher von Fertigprodukten:
- Shisha Kohlenbrikett-Hersteller: Hochwertige Holzkohle mit Cfix 85–95% für die Produktion von Shisha-Briketts.
- BBQ Kohlenbrikett-Hersteller: Kohle mit Cfix 82–85% für Grillbriketts.
- Aktivkohleproduzenten: Industriekohle mit hohem Kohlenstoffgehalt zur Aktivierung.
- Direkte Verbraucher von Kohlebriketts: Restaurants, Cafés, Shisha-Lounge, private Verbraucher.
- BIOCHAR-Hersteller/Verbraucher: Landwirtschaftlicher Sektor (Ölverbesserung), Viehzucht, Bau.
- Industrielle Verbraucher: Hersteller von Halbleitern, Silizium, Aktivkohle, Eisen- und Nichteisenmetallurgie.
Die resultierende Kohle hat hohe Cfix-Eigenschaften, die ihren Energiewert und die Anwendbarkeit in verschiedenen Bereichen erhöhen:
- BBQ-Kohle: Cfix 82–95%, stabile Wärmeleistung, rauchlose Verbrennung, hoher Heizwert.
- Biokohle für die Landwirtschaft: Verbessert die Bodenstruktur, hält Feuchtigkeit, erhöht die Ernteerträge.
- Biokohle für Tiere: Futtermittelzusatzstoff zur Verbesserung der Verdauung und Tiergesundheit.
- Industriekohle für Halbleiter, Silizium, Eisen und Nichteisenmetallurgie: Hohe Cfix Reinheit, einheitliche Qualität, geringer Aschegehalt.
- Industriekohle für die Aktivkohleherstellung: hoher Kohlenstoffgehalt, geeignete Porenstruktur.
- Wärmeenergie als Nebenprodukt: Zur Trocknung von Rohstoffen/Bruttostoffen, Heizung und anderen technologischen Anforderungen verwendet.
Die Produktionskosten hängen von vielen Faktoren ab und werden für jedes Projekt individuell berechnet. Die wichtigsten Kostenkomponenten sind:
- Vorräte (Hauptkosten):
• Die Kosten hängen von der Region und Art des Rohstoffs ab
• Zur Herstellung von 1 Tonnen Kohle werden 2,7–4 Tonnen Trockenfutter benötigt (abhängig von Cfix) - Stromverbrauch (Spitzenlast):
• BC-2: 8 kW/h
• BC-3: 13,6 kW/h - Personal: 2 Personen pro Schicht (Operator + Assistent)
- Wartung: nicht mehr als 5% der Stückkosten pro Jahr des Betriebs
- Verpackung und Logistik
Vorteile von BIO-CARBON:
- Null Treibstoffkosten (nach Start)
- Erzeugung von überschüssiger Wärme, die genutzt werden kann
- Niedriger Energieverbrauch
- Hohe Automatisierung = geringe Personalkosten
Die Kapitalrendite hängt von:
• Rohstoffkosten in der Region
• Marktpreis für Kohle
• Produktivität des ausgewählten Modells
• Cfix-Gehalt im fertigen Produkt
• zusätzliches Einkommen (Verwendung von überschüssiger Wärme)
Eine typische Rückzahlungsfrist beträgt 1 bis 3 Jahre, vorausgesetzt Produktion und Vertrieb sind ordnungsgemäß organisiert.
Rentabilitätsfaktoren:
✓ Verfügbarkeit von preisgünstigen Rohstoffen
✓ hohe Marktnachfrage
✓ Herstellung hochwertiger Holzkohle (Cfix 90–95%)
✓ Einsatz von überschüssiger Wärme für Hilfsprozesse
✓ Verpackungsautomatisierung
✓ direkte Verträge mit Endverbrauchern
Zur Berechnung der Rückzahlungsfrist für ein bestimmtes Projekt wird empfohlen, sich an GreenPower-Spezialisten zu wenden, die eine technische und wirtschaftliche Analyse unter Berücksichtigung aller Faktoren durchführen.
