
Industrielle Karbonisierungssysteme für Biokohle und thermische Verarbeitung
Technische Prozesssteuerung, thermische Zuverlässigkeit und industrielle Fertigung.






GreenPower ist ein international tätiges Ingenieurunternehmen, das auf industrielle Biomasse-Pyrolyse- und Karbonisierungssysteme spezialisiert ist.
Wir entwickeln und fertigen komplette Lösungen für die thermische Prozessierung – einschließlich Pyrolyseanlagen, Systemen zur Rohstofftrocknung, Verbrennungsanlagen sowie automatisierten Steuerungssystemen (ACS) für eine präzise Prozessführung.
Unser Portfolio umfasst mobile Karbonisierungsöfen (EKKOiq), kontinuierliche Anlagen (BIO-Carbon) sowie integrierte Zusatzausrüstung, die für einen stabilen, leistungsstarken Industriebetrieb konzipiert ist.
GreenPower vereint unternehmensinternes Engineering, eigene Fertigung und angewandte Forschung in den Bereichen Biokohle und Technologien zur Emissionsminderung. Gestützt auf über 20 Jahre Erfahrung und international geschützte Lösungen liefern wir zuverlässige Systeme, die den globalen Industrie- und Umweltstandards entsprechen.
Das Lizenzprogramm von GreenPower lädt Partner ein, die Produktion von Karbonisierungsgeräten in ihren Regionen aufzubauen. Partner erhalten exklusive Rechte, technische Dokumentation und Unterstützung für die Herstellung hochwertiger Öfen wie BIO-Carbon und EKKOiq.
Das Programm unterstützt eine umweltfreundliche Produktion und teilt gleichzeitig innovative Technologien weltweit.








BIO-KILN-3 wurde entwickelt, um die wichtigsten technischen Anforderungen der EBC-Norm für Pyrolyseanlagen hinsichtlich der Handhabung von Pyrolysegasen und der Kontrolle der folgenden Bedingungen zu erfüllen: 1) Das Prinzip der Handhabung von Pyrolysegasen Der BIO-KILN-3 nutzt eine Konstruktion, die verhindert, dass Pyrolysegase unbehandelt in die Atmosphäre gelangen: Sämtlicher Dampf und alle Gase werden einem zweistufigen Hochtemperatur-Nachbrenner
1. „Trockene“ Pyrolyse: Sauberkeit und Effizienz Alle GREENPOWER-Anlagen basieren auf der Technologie der trockenen Pyrolyse, bei der keine flüssigen Nebenprodukte (wie Holzteer oder Pyrolyseflüssigkeiten) als Abfall entstehen. Sämtliche Pyrolysegase werden in den Brennraum bzw. die Brennkanäle geleitet und anschließend in die Nachbrennkammer geführt, wo sie thermische Energie zur Aufrechterhaltung des Prozesses erzeugen. Abhängig vom Wärmebedarf
In der Holzkohle- und Biocharproduktion werden Stillstandszeiten häufig als unvermeidlich betrachtet. Batch-Systeme erfordern Kühlung, Entladung, Wiederaufheizung und Bedienereingriffe zwischen den Zyklen. Jeder Stillstand reduziert die effektive Produktionsleistung, erhöht die Arbeitskosten und führt zu Schwankungen in der Produktqualität. Kontinuierliche Produktion verändert das wirtschaftliche Modell. BIO-KILN, entwickelt von GREENPOWER, arbeitet 24/7 ohne technologische Unterbrechungen. Der Karbonisierungsprozess ist
In der industriellen Holzkohleproduktion wird der Aschegehalt häufig als Ergebnis der Rohstoffqualität betrachtet. In der Realität wird der Ascheanteil jedoch maßgeblich durch die Prozessführung beeinflusst — und viele Probleme entstehen bereits, bevor die Karbonisierung abgeschlossen ist. Einer der wichtigsten versteckten Faktoren für die Aschebildung ist unkontrollierter Lufteintritt. Gelangt Sauerstoff in die Karbonisierungszone, kommt es statt
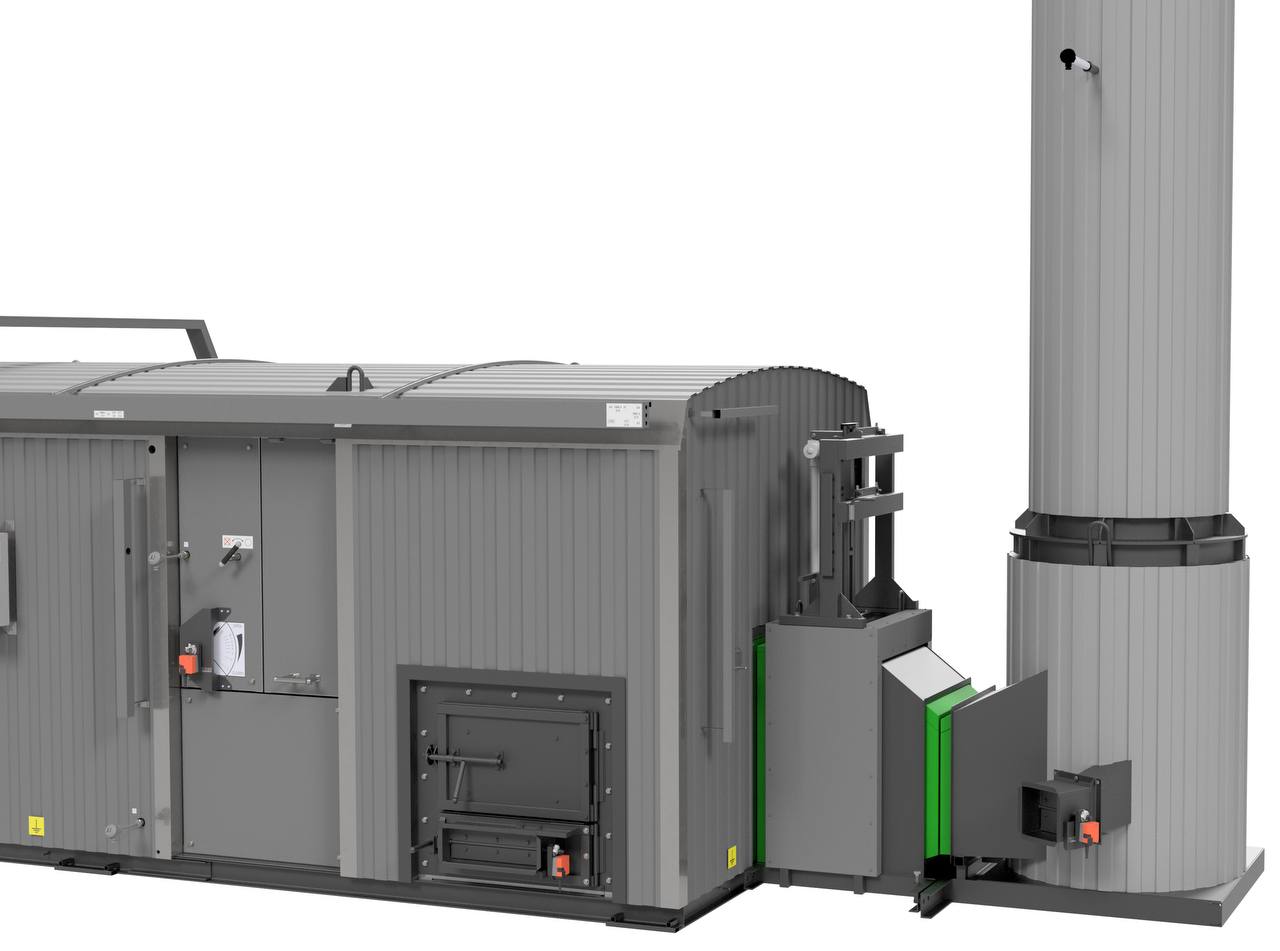
Die Auslegung der Trocknungsanlage wird durch die Wahl des zu trocknenden Rohmaterials bestimmt.
Der Kammertrockner kann verwendet werden für:
Eine separate Verbrennungseinheit oder ein Gas- (Flüssigbrennstoff-) Brenner, z. B. bei Verwendung einer Brennholztrocknungsanlage
Die überschüssige Wärme der EKKO Karbonisieranlage, in diesem Fall mit Vortrocknungssystem, wird zur Erhöhung der Ofenkapazität genutzt, um das Holz vorzutrocknen.Überschusswärme aus der Verkohlung im BIO-Ofen mit Überschusswärme-Absaugung zum Trocknen von Holzkohlebriketts für BBQ oder Shisha. Es ist auch möglich, Industrie- und Wohngebäuden zu beheizen.
Trommeltrocknung. Die maximale Wirkung der Trocknungsanlage wird dadurch gewährleistet, dass auf jedes einzelne Stück des Rohmaterials die gleiche Menge an Wärmeenergie einwirkt. Dieser Prozess wird durch die Konstruktion des Trommeltrockners, in dem sich das Rohmaterial in einem pseudo-suspendierten Zustand befindet, maximiert. Die Trommeltrocknung ist jedoch bei Holz wegen der großen Stücke des Rohmaterials eigentlich nicht möglich.Trocknung in der Kammer. Bei Kammertrocknern wird dieser Effekt durch die effektive Durchmischung der Wärme in der Kammer sowie durch den Einsatz der Umluft – der mehrfachen Nutzung der Wärme für die Kammer – gewährleistet, d. h. die Wärme wird umgewälzt und die Feuchtigkeit wird periodisch aus der Kammer ausgestoßen.
Trocknungsanlagen werden verwendet für:
EKKO-2 ist eine halbkontinuierliche Kammerkarbonisierungsanlage (langsame Pyrolyse) mit zwei technologischen Kammern. Der Prozess basiert auf kontrollierter Wärmezufuhr und vollständiger Neutralisierung der Pyrolysegase. Die bei der Neutralisierung entstehende Wärmeenergie wird zur Rohstofftrocknung und Aufrechterhaltung der Pyrolyse genutzt, wodurch der Bedarf an zusätzlichem Brennstoff nach Erreichen des stabilen Betriebs sinkt.
Der Hauptzweck der EKKO-2-Festbett-Pyrolyseanlage ist die Herstellung von Stückholzkohle mit minimalem Feinanteil.
A. Außerhalb der Pyrolyseanlage:
B. Innerhalb der Pyrolyseanlage:
*Übergänge zwischen Betriebsarten erfolgen nach den ACS-Algorithmen und/oder Entscheidung des Bedieners.*
Die Vortrocknungsart überwacht die maximal zulässige Trocknungstemperatur und verhindert den Beginn von Pyrolysereaktionen im Material.
Typische Kammermodi sind: `TROCKNUNG`, `PYROLYSE START`, `PYROLYSE ENDE`, `KOHLE BEREIT`, `NACHLADEN`.
BIO-CARBON ist eine vertikale Wanderbettanlage für die kontinuierliche trockene Karbonisierung von Biomasse. Auf Grundlage einer patentierten Technologie und vollständiger Automatisierung erzeugt die Industrieanlage:
Die Anlage arbeitet 24/7 ohne technologische Stillstände und gewährleistet durch die vollständige Neutralisierung des Pyrolysesynthesegases eine umweltverträgliche Produktion.
Die wichtigsten Vorteile von BIO-CARBON sind:
Es gibt zwei Haupteinheitsmodelle, die sich in Kapazität und Abmessungen unterscheiden:
| Modell | Produktivität (t/Monat) | Produktivität (t/Jahr) | Energieverbrauch (kW/h) |
| BIO-CARBON-2 (BC-2) | 40-70* | 440-770 | 8 |
| BIO-CARBON-3 (BC-3) | 80-120* | 880-1320 | 13.6 |
*Anmerkung: Die Produktivität wird für einen festen Kohlenstoffgehalt (Cfix) 82-95% angegeben
Die Pyrolyseanlagen von GreenPower sind offiziell in über 39 Ländern weltweit in Betrieb, darunter Europa, Asien, Afrika, Südamerika und Nordamerika. Die Anlagen verfügen über die erforderlichen Umweltgenehmigungen für den Betrieb in all diesen Regionen.
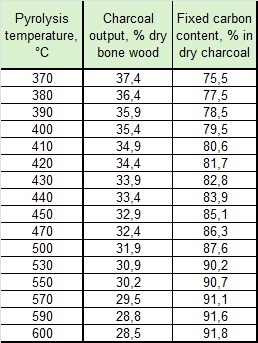
Die Kohlenausbeute beträgt in Abhängigkeit von der endgültigen Prozesstemperatur und dem erforderlichen festen Kohlenstoffgehalt etwa 27 – 40 % der Knochentrockenmasse.
Holzkohle-Ausbeute gegen Temperaturabhängigkeitstabelle:
| Endtemperatur (°C) | Kohleausbeute (Masse %) | Kohlenstoffgehalt (Gew.-%) |
| 370 | 40,1 | 75,5 |
| 400 | 38,1 | 79,5 |
| 430 | 36,6 | 82,8 |
| 450 | 35,6 | 85,1 |
| 530 | 33,6 | 90,2 |
| 600 | ~30 | ~93 |
| 800 | 27,1 | 96,0 |
Berechnung der Holzkohle-Ausbeute:
% Kohlenausbeute = (Einsatzgewicht – Rohstofffeuchte) × % Kohlenausbeute
Berechnungsbeispiel:
Für Walnussschalen mit einem Feuchtigkeitsgehalt von 15% (absolut) wird die Ausbeute an Kohle mit einem Cfix-Gehalt von ~93% betragen:
Schritt 1 — Berechnen der Knochentrockenmasse:
Schritt 2 — Tragen Sie den Kohlenausbeutekoeffizienten (28,5% aus Knochentrockenmasse) auf:

Hinweis: Der Kohlenausbeutekoeffizient von 28.5% entspricht einer Pyrolysetemperatur von ~600°C, die nach der GreenPower-Ausbeutetabelle ein Cfix von ~91.8–93% gewährleistet. Kohlenfeuchte bei Entladung = 0 %, da die Entladungstemperatur 100°C überschreitet.
Tabelle der Kohlerendite

Unser Ingenieurteam wird Ihre Anforderungen prüfen und das geeignete System vorschlagen.




